
Polissage alliages de titane : méthode complète et consommables Akasel
Le titane et ses alliages sont les matériaux métalliques les plus délicats à préparer en métallographie. Cette difficulté tient à trois propriétés : un fort écrouissage de surface qui peut masquer la microstructure réelle sur plusieurs micromètres de profondeur, une réactivité chimique élevée qui produit des artefacts d'oxydation pendant l'attaque, et une structure biphasée α/β dont les duretés différentes provoquent un relief important. La méthodologie Akasel AKA-brief #8, optimisée pour les alliages les plus courants (Ti-6Al-4V, TA6V ELI, Ti grade 5), procède en trois étapes seulement grâce à une finition chimio-mécanique longue avec silice fumée activée. Elle s'applique aux pièces forgées, laminées et — c'est devenu un point central — aux pièces de fabrication additive LPBF (Laser Powder Bed Fusion) et EBM dont la microstructure aciculaire (lamelles α' martensitiques fines, structure Widmanstätten) doit être révélée sans déformation pour valider la qualité du procédé selon les exigences aéronautiques et médicales.
Caractéristiques métallographiques
- Dureté typique
- 150–200 HV (titane CP) · 320–360 HV (Ti-6Al-4V recuit) · 380–420 HV (Ti-6Al-4V STA, fabrication additive)
- Normes applicables
- ASTM E407 · ASTM E1245 (inclusions) · ISO 5832-3 (implants chirurgicaux Ti-6Al-4V)
- Applications industrielles
- Aéronautique (disques compresseur, fixations Ti-6Al-4V)
- Implants médicaux (prothèses, vis pédiculaires)
- Fabrication additive LPBF / EBM
- Industrie chimique (échangeurs Ti gr.2)
- Sport et armement
Le titane commercialement pur (CP grades 1–4) présente une structure hexagonale compacte (α) et une dureté de 150 à 250 HV. Le Ti-6Al-4V (gr.5), de loin l'alliage le plus utilisé, est biphasé α + β à l'équilibre : ≈ 90 % de phase α (HCP, ≈ 340 HV) et ≈ 10 % de phase β (BCC, ≈ 290 HV) à température ambiante. Sa dureté nominale à l'état recuit est de 320 à 360 HV, jusqu'à 420 HV après mise en solution + revenu (STA). Les pièces issues de fabrication additive LPBF se distinguent par une microstructure martensitique α' aciculaire très fine, formée par la trempe rapide depuis la phase β à haute température. Cette structure aciculaire est métastable et peut évoluer en α + β après traitement de détensionnement, modifiant les propriétés mécaniques — d'où l'importance de la révéler fidèlement. La sensibilité du titane à l'oxygène et à l'hydrogène impose de limiter les temps de contact avec les acides forts pendant l'attaque, et d'éviter tout contact prolongé avec l'eau pure pendant le séchage qui peut induire une oxydation visible sous forme de tache jaune-violacée.
Méthode de préparation pas à pas
1Tronçonnage
Le tronçonnage du titane requiert un disque dédié : sa ductilité élevée combinée à sa faible conductivité thermique fait coller les copeaux sur le tranchant et favorise un échauffement local qui peut atteindre 800 °C et déformer plastiquement la zone coupée sur plusieurs centaines de micromètres. La référence Akasel est l'Aka-Cut Ti20, disque abrasif spécifique titane à liant résine élastomère avec grain SiC, formulé pour évacuer les copeaux et résister à l'encrassement. Trois paramètres critiques : (1) vitesse de translation très lente, 0,02 à 0,05 mm/s, soit 2 à 4 fois plus lente que pour un acier équivalent ; (2) débit abondant d'Aka-Cool dilué à 8–10 % dans l'eau, à projeter au plus près du contact disque/pièce ; (3) inspection régulière du disque pour détecter le glaçage (apparition d'une surface vitreuse brillante indiquant un encrassement par titane). En cas de glaçage, dresser le disque sur une pierre à dresser Akasel (côté abrasif tendre). Pour les pièces de fabrication additive, où la rugosité initiale (Sa ≈ 10–30 µm) est très élevée, on peut accepter une coupe légèrement plus rapide en perdant 1 à 2 mm de matière, qui seront éliminés au pré-polissage. Pour les petites sections d'éprouvettes médicales (vis, ancrages), un disque de précision donne un état de surface bien meilleur ; à défaut, l'Aka-Cut Ti20 reste utilisable en réduisant la force d'appui à 50 N.
2Enrobage
L'enrobage du titane suit les mêmes principes que celui des aciers, avec une attention particulière pour les pièces traitées thermiquement (TA6V ELI implantable, alliages β-métastables). À chaud, l'Aka-Resin Phenolic noire ou l'Aka-Resin Epoxy donnent d'excellents résultats avec une bonne adhésion. Le cycle court à 180 °C n'altère pas les propriétés du Ti-6Al-4V dont la température de recristallisation est bien supérieure. Pour les pièces fabriquées additivement à microstructure martensitique α' métastable, préférer un enrobage à froid pour éviter tout risque de transformation thermique parasite : Aka-Resin Liquid Epoxy + Aka-Cure Slow, durcissement à température ambiante en 8 à 24 h, dégazage sous vide recommandé pour les pièces poreuses (la porosité résiduelle des pièces LPBF est un défaut à caractériser, l'imprégnation évite que les pores ne piègent de la suspension de polissage). Pour les implants en titane porosé volontaire (revêtements pour ostéo-intégration), l'imprégnation sous vide avec résine époxy basse viscosité est obligatoire. Penser à utiliser l'agent de démoulage Akasel sur le moule pour faciliter l'extraction et éviter d'arracher la résine en bord d'échantillon.
3Pré-polissage
Le pré-polissage du titane démarre par un planage sur disque diamanté rigide Aka-Piatto 220+, lubrification eau, 300 rpm, 20 N, jusqu'à obtention d'une surface plane. L'usage d'un disque diamanté à liant fixe est préférable au papier SiC car le titane charge rapidement les abrasifs traditionnels et la séquence P220 → P500 → P800 → P1200 sur papier SiC peut nécessiter plusieurs changements de feuilles pour un seul échantillon. Le Piatto 220+ tient plusieurs centaines d'échantillons sans entretien autre qu'un dressage occasionnel. Force réduite à 20 N (vs 30 N pour les aciers) pour limiter l'écrouissage. Étape suivante critique : drap Aka-Allegran 3 avec suspension DiaUltra 6 µm, lubrifiant Aka-Lube Blue, 150 rpm, 30 N, 4 minutes. Cette étape est plus longue que pour les aciers car le titane résiste mal aux étapes de polissage diamant fin successives (3 µm puis 1 µm n'apportent rien et risquent d'incruster du diamant). Mieux vaut prolonger l'étape 6 µm que multiplier les granulométries. À l'œil, l'échantillon doit présenter un poli mat homogène, sans rayures visibles à la loupe x10, sans zones brillantes (signe de surcharge thermique). Si des rayures persistent après 4 min, vérifier que le drap n'est pas usé et que la suspension DiaUltra est correctement agitée (les particules diamant sédimentent rapidement).
4Polissage final et attaque chimique
Le polissage final du titane se fait en une seule étape, mais une étape longue et soigneusement contrôlée. Drap Aka-Chemal imprégné d'une suspension activée préparée extemporanément : 96 mL de silice fumée alcaline (Fumed Silica Alkaline 0,2 µm), 2 mL d'H₂O₂ à 30 %, 2 mL de NaOH à 10 %. Mélanger juste avant utilisation et agiter régulièrement — le mélange perd son activité en quelques heures. Paramètres : 150 rpm, 25 N, 5 minutes. Le rôle du peroxyde d'hydrogène est crucial : il oxyde superficiellement le titane en TiO₂ qui est ensuite enlevé par l'action mécanique de la silice. Sans peroxyde, le titane se passive instantanément et le polissage ne progresse plus. Le pH alcalin (NaOH) garantit que l'oxyde reste soluble dans la suspension. Mouiller le drap à l'eau jusqu'au contact avec le porte-échantillons avant démarrage, puis rincer 10 s à l'eau avant arrêt. Cette étape révèle la microstructure α/β du Ti-6Al-4V et la structure aciculaire martensitique des pièces LPBF directement sans attaque chimique supplémentaire dans la majorité des cas, ce qui en fait une méthode de référence dans le contrôle aéronautique. Pour une attaque complémentaire : réactif de Kroll (HF 1,5 mL + HNO₃ 3 mL + eau 95 mL), application au coton-tige 5 à 15 s, rinçage immédiat à l'eau puis à l'éthanol et séchage par flux d'air sec.
Attaques chimiques recommandées
Réactif de Kroll (HF/HNO₃/H₂O) — attaque rapide au coton-tige 5–15 s, rinçage immédiat. Pour les α-β révélés par silice activée, attaque souvent inutile.
Séquence Akasel — récapitulatif (système 300 mm, échantillon Ø 40 mm)
| Étape | Surface | Abrasif | Lubrifiant | Vitesse | Force | Temps |
|---|---|---|---|---|---|---|
| 1. Planage | Aka-Piatto 220+ | Disque diamanté grain 220 | Eau | 300 rpm | 20 N | jusqu'à plan |
| 2. Pré-polissage | Aka-Allegran 3 | DiaUltra 6 µm | Aka-Lube Blue | 150 rpm | 30 N | 4 min |
| 3. Finition activée | Aka-Chemal | Silice fumée 0,2 µm + H₂O₂ + NaOH (voir notes) | — | 150 rpm | 25 N | 5 min |
Sur système 250 mm, augmenter les temps de 30 %. Sur 200 mm, doubler les temps. Adapter les forces au prorata de la surface réelle si plusieurs échantillons.
Produits Akasel recommandés
Sélection des consommables Akasel utilisés dans cette méthodologie, par ordre d'intervention.
Aka-Cut Ti20
Aka-Cool

Aka-Resin Phenolic
Aka-Resin liquide Epoxy
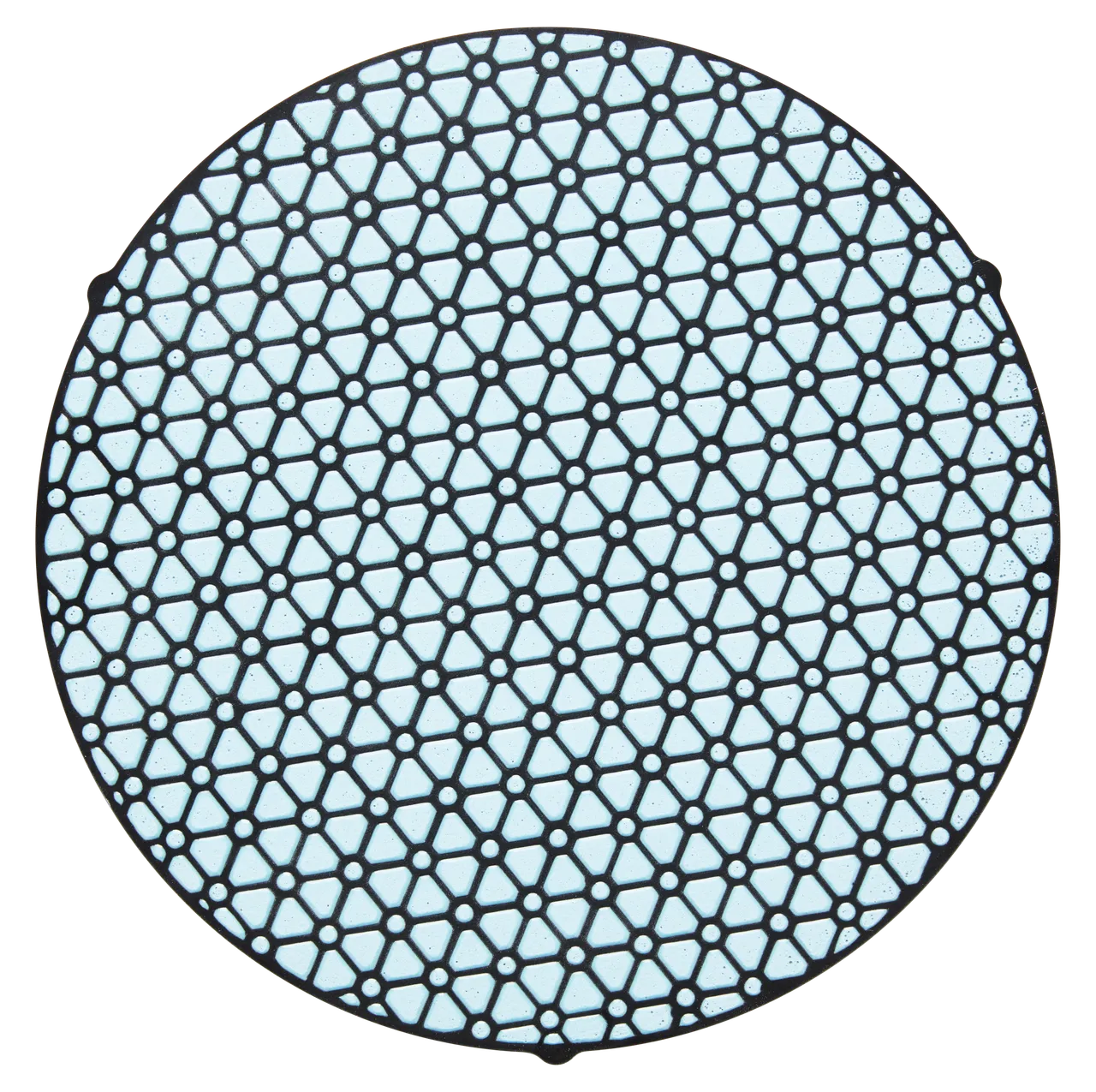
Aka-Piatto 220+
Aka-Allegran 3

DiaUltra 6 µm
Aka-Chemal
Aka-Lube bleu
Aka-Cure Slow
Questions fréquentes
Pourquoi ma microstructure de Ti-6Al-4V LPBF est-elle floue après polissage standard ?
Le réactif de Kroll est-il indispensable après silice activée ?
Comment manipuler en sécurité le mélange Fumed Silica + H₂O₂ + NaOH ?
Quelle force appliquer pour un implant en Ti gr.2 (CP titanium) ?
Peut-on polir simultanément du titane et un autre métal dans le même porte-échantillons ?
Pour aller plus loin
Source originale (anglais)
Akasel AKA-Brief #8 — alliages de titane (PDF)Document publié par Akasel A/S, Danemark. Disponible en français sur demande auprès de Metallab.